AUXLONG SPRING TRADING CO., LTD.
2026-03-27
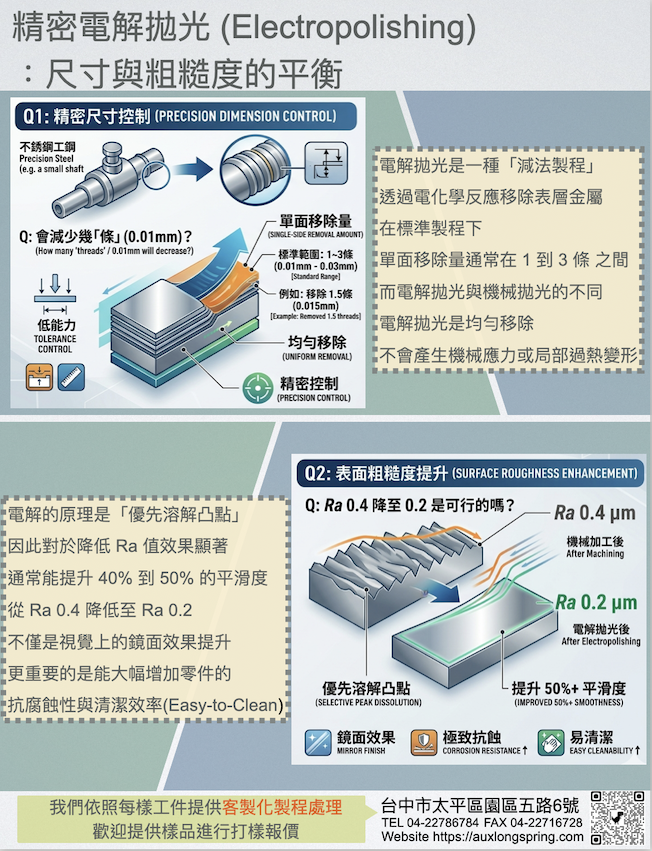
精密電解拋光 (Electro Polishing) : 尺寸與粗糙度的平衡
電解拋光會導致工件尺寸變小嗎?大約會減少幾「條」?表面粗糙度是否能降低表面粗糙度?
是不是有這些疑問呢~?
以下搜集幾個客戶常會提到的問題讓您更了解電解拋光對尺寸及表面粗糙度的影響
Q1:電解拋光會導致工件尺寸變小嗎?大約會減少幾「條」(0.01mm)?
電解拋光是一種「減法製程」,透過電化學反應移除表層金屬。在標準製程下,單面的移除量通常控制在 1 到 3 條 (0.01mm ~ 0.03mm) 之間。
而電解拋光與機械拋光的不同,電解拋光是均勻移除,不會產生機械應力或局部過熱變形。
♦QA 建議:
尺寸的變動是可控的。我們會根據客戶的公差需求,精確調整電流密度與作業時間。一般而言,移除量約在 1~2 條左右。
若為高精密工件,建議在機加工階段預留約 1~2 條的拋光裕量,以達到最終的完美尺寸。
Q2:表面粗糙度是否能降低表面粗糙度?能從 Ra 0.4 提升至 Ra 0.2嗎?
可以的,這是電解拋光的強項,電解的原理是「優先溶解凸點」,因此對於降低 Ra 值(平均粗糙度)效果顯著,通常能提升 40% 到 50% 的平滑度。
從 Ra 0.4 降低至 Ra 0.2,不僅是視覺上的鏡面效果提升,更重要的是能大幅增加零件的抗腐蝕性與清潔效率(Easy-to-Clean)。
♦關鍵叮嚀: 拋光效果取決於原材的組織(如 CF3M 鑄件或 316L 鍛件)。若原材有氣孔或嚴重偏析,電解拋光雖能降低 Ra 值,但可能無法完全消除深層孔洞。
~延伸探討~
FAQ 1:為什麼電解後 Ra 值反而變大(表面變粗糙)?
這通常與「過電(Over-etching)」或「材質本身」有關。
→過度電解: 電解時間過長或電流過大,會導致晶界被過度浸蝕,反而出現肉眼可見的麻點。
→材質影響: 若不鏽鋼內部含雜質過多或鑄件砂孔嚴重,電解會將隱藏的孔洞「洗出來」,導致 Ra 值不降反升。
→專業把關: 我們針對不同材質(如 304, 316L, CF3M)設定專屬電解參數。
FAQ 2:電解拋光會影響螺紋或精密孔的配合嗎?
會有尖角效應,但我們有機會將低這個狀況。
→尖角效應: 電流會集中在尖銳處(如螺紋尖端),導致該處溶解速度略快。
→保護措施: 對於不需拋光的精密內孔或螺紋,我們可以使用專用遮蔽技術或調整掛具設計,確保配合尺寸不失準。
FAQ 3:Ra 值降低後,對實際應用的好處是什麼?
把 Ra 值與「功能性」掛鉤,不只是美觀而已。
→不易結垢: 平滑的 Ra 值讓流體阻力變小,粉末或液體不易附著。
→殺菌效率: 降低 Ra 值能減少細菌躲藏的微細縫隙,讓 CIP(現地清洗)更徹底。
→抗腐蝕增強: 表面越平整,水氣與氯離子越難停留,鈍化膜也更均勻。
~我們依照每樣工件提供客製化製程處理,歡迎提供樣品進行打樣報價~